

Suncombe, a leading global supplier of hygienic process equipment and systems, played a leading role in the initial design, construction, implementation and commissioning of a new Effluent Treatment Plant (ETP) for the ISO11 building at The Pirbright Institute in Surrey, UK. Working with project management company 3PM and a dedicated team of Pirbright personnel, the complex ETP was delivered on time and to budget and met the high-performance specifications required by the client.
The Pirbright Institute is a world leading centre of excellence in research and surveillance of virus diseases of farm animals and viruses that spread from animals to humans. Working to enhance capability to contain, control and eliminate these economically and medically important diseases, the Institute’s highly innovative fundamental and applied bioscience contributes to global food security and health.
The ISO11 building is used to conduct research into areas such as vaccine development, efficacy testing and viral transmission biology. The site houses animal units and conducts tests on pathogens at containment level four and since this is the highest containment level possible this project had a particular focus on highly secure solutions. The project was initiated to replace the existing ETP, which was very old and with outdated controls, with a brand new, state-of-the-art, treatment system.
External structure
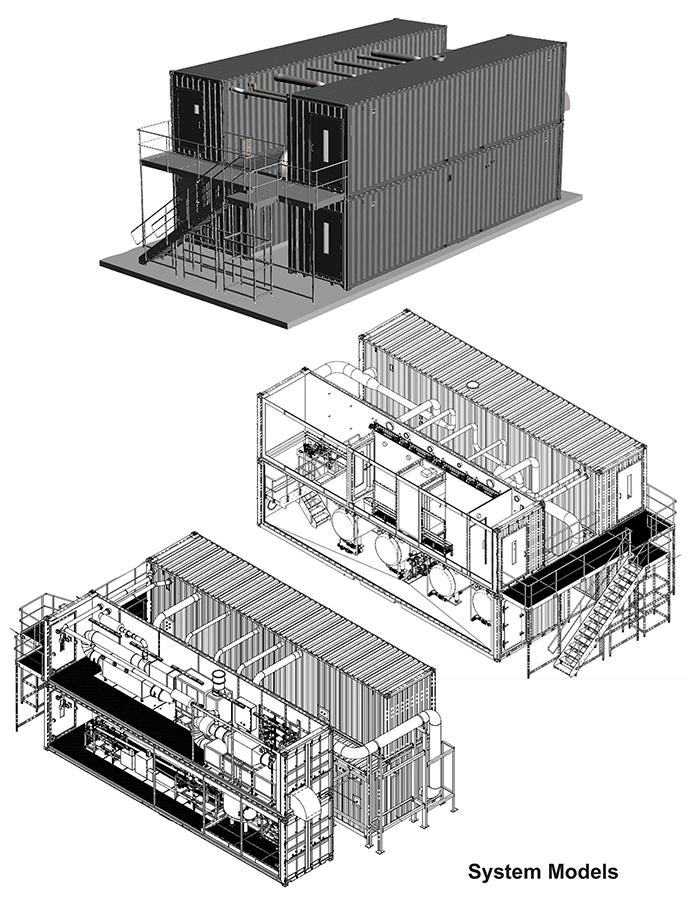
Due to the lack of available space in the ISO11 building, it was decided to design an externally-sited structure, made of specially manufactured shipping containers. Another factor was that replacing the existing ETP in situ would have required a long period of downtime to decommission, strip out and clean before installing the new plant. This would have taken several months. The client needed to keep the building running with the old ETP, and then programme a much shorter change over. That was very much facilitated by building an external ETP.
These ETP containers were manufactured to provide a 100% contained environment as the operations involved ‘high consequence’ pathogens up to and including SAPO4 (including Foot and Mouth Disease Virus) and ACDP Hazard Group 3 (viruses that can cause serious disease in humans). Having a containerised external system brought its challenges, because of the need to provide pipework groups through the containment boundary of the building which had to be protected by a significant steel structure.
One of the benefits of building a containerised ETP was that it allowed the equipment to be designed, manufactured, connected, installed and tested off-site and enabled the inclusion of all of the utilities and control systems in this single module. Whilst the Suncombe engineers provided a 3-D design, a lot of the thinking was done on a schematic level. Together with the Pirbright engineering team, there were months of design discussions and ‘haz op’ reviews of the schematics, which provided a series of valuable recommendations and actions.
Performance testing
The team at Suncombe identified and specified all the performance testing which they needed to carry out in order to provide test results as well as demonstrations. Also it developed the plan for testing and commissioning of the final system early in the project programme. The designs went through multiple rounds of tweaking and modifications, but this was essential to prove that the system would meet Pirbright’s requirements for functional safety. Pirbright engineering team were heavily involved, providing their expertise in biosafety systems.
The Suncombe BioSuite Control Systems have been specifically developed for ultimate control of these highly critical decontamination systems. They include a use-friendly interface allowing visualisation, reporting and audit of the process. Also it incorporates system redundancy, to ensure continued operation and safe shutdown availability, together with functional safety logic and elements.
Elliott Sutton, the Suncombe automation lead commented, “The ISO11 project entailed the incorporation of hot standby methodology, ensuring 100% uptime in the automation system, which combined with an N+1 design provided an ‘always up’ availability. The Suncombe systems is evaluated under the premise of functional safety standards IEC 61508 and IEC 61511, to provide a SIL level 2 and 3 system for the ultimate release of treated waste.”
Pipework
A lot of the pipework was coming from inside the building, and the controls cabling and interfaces were going back into the building as well. “This needed a lot of coordination, because Suncombe’s design responsibility was for everything in the container, as well as the effluent pipework. But everything else was the responsibility of different M&E contractors, so they needed to be working in a really joined-up way,” explained Michael Hamid, project manager at EPM. To aid coordination Suncombe’s Chris Butler, was appointed as the commissioning manager for both the M&E contract and the ETP,
The Pirbright engineering team attended off-site acceptance testing of the process system at Suncombe. In addition a lot of off-site testing was done on the pumps and the macerator, plus there were simulations of the various treatment cycles and stress testing of the complete system. The plant was then installed on-site, and all the testing was then repeated in situ. After all of the successful site acceptance testing there was a further period of ‘confidence testing’ with Pirbright, using ‘live’ animal effluent.
“It was a technically, really complex project, in a high-pressure environment, with no room for mistakes. But Pirbright are a very unique client, and it was very enjoyable to work for them,” said Hamid.
Steve Overton, Suncombe Operations Director added, “The ISO11 project was an exciting, challenging one that saw a great team working very hard to achieve the overall goals. The project life cycle was extended, due to a number of operational changes and other external factors, but throughout these changes the project team was able to adapt and, with close cooperation, worked together to ensure the successful outcome. I am grateful to the Pirbright and 3PM personnel, as well as the Suncombe team, for delivering this challenging project.”
For more information on Suncombe helps to deliver complex Effluent Treatment Plant at Pirbright Institute talk to Suncombe Ltd